无论您是初次接触还是已经熟悉,我们的《甘肃》 本地 耐磨钢板40Cr无缝钢管一件也发货产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:《甘肃》 本地 耐磨钢板40Cr无缝钢管一件也发货的图文介绍


要是能在品质上更好进行选择,还是得根据需要来进行选择,毕竟品质更佳的产品肯定更受欢迎。选择知名度更高的厂家来为我们提供产品,它将能在质量上更佳,还能让用户更满意,所以说我们还是得根据需要来进行选择。选择质优价廉的碳化铬耐磨板,它在品质方面的非常不错,是更好品质的关键,也是让用户更满意的前提。 耐磨衬板与马氏体不锈钢板的焊接性,主要取决于马氏体不锈钢板。由于马氏体不锈钢板常温下的组织为硬而脆的马氏体,因而焊接性能较差。耐磨衬板与马氏体不锈钢板焊接时存在的主要问题是焊接接头容易产生冷裂纹和焊接接头产生脆化现象。 焊接时采用短弧操作,由于不锈钢的热导率比耐磨衬板小得多,因此焊接电弧应始终倾向耐磨衬板金属一侧。采用大电流、快速焊,随着母材厚度增加,可采用多层多道焊。焊接收尾电弧拉高些,采取划圈式收弧,电弧移到焊缝终点时,焊条作圆圈运动,直至填满弧坑再拉断电弧。 采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应注意以下几点:焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等清除干净。



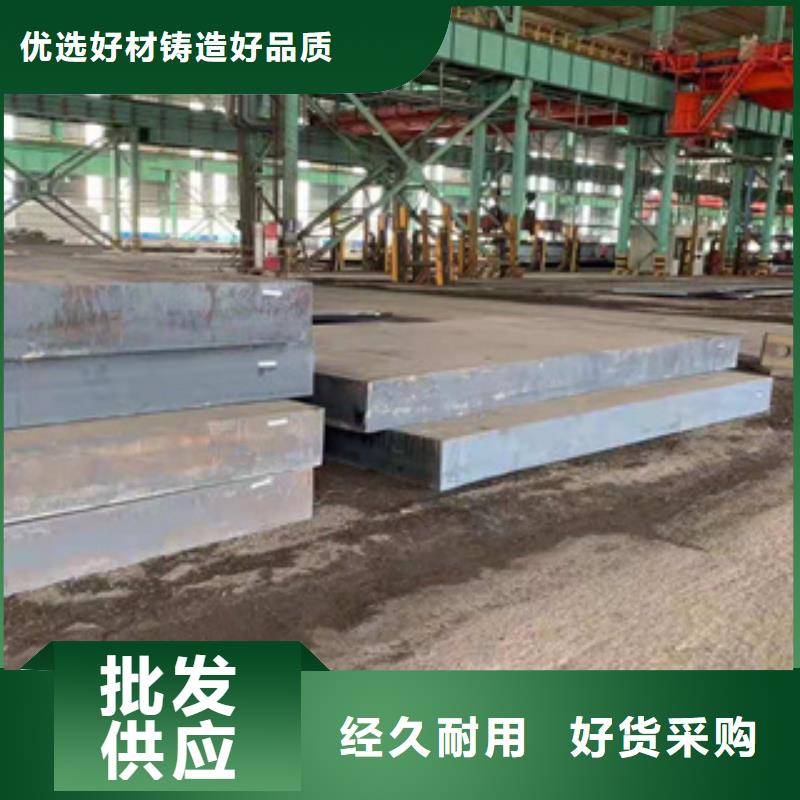
30CrNiMo8合金钢在切削加工时的工件、切屑和上的温度分布和切削力.基于材料变形的弹塑性理论、热力耦合理论以及Usui磨损模型,采用有限元分析DEFORM-3D建立了JCook材料本构模型,修改摩擦类型、定义切屑。 碳化铬耐磨板是在韧性、塑性很好的普通低碳钢或者低合金钢表面通过堆焊方法复合一定厚度的硬度较高、耐磨性优良的耐磨层而制成的钢板。材产品。碳化铬耐磨板主要由低碳钢板和合金耐磨层两部分组成,耐磨层的特性主要以下三点:1:耐磨层一般占总厚度的1/3~1/2。 工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由耐磨层提供满足工况需求的耐磨性能。2:碳化铬耐磨板的耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍等其他合金成分,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。 3:碳化铬耐磨板具有很高耐磨性能和较好冲击性能,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修过程中具有省时、方便等特点.推广后,已广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。


我公司主要产品包括: 甘肃高压化肥管、。鑫邦源特钢有限公司坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流。



从锻造的性能来说,硬质复合耐磨板是较难改锻的板材。烧结成形后的硬质耐磨板坯料,在锻造前需进行球化退火,以消除残余应力,球状珠光体,便于锻造的进行。应将退过火的锻坯上的尖角和棱角磨成圆角。锤头、锤砧、工具和胎模等使用前需经预热。 锻造加热速度不宜过快,保温时间不宜过长,坯料应在炉中经常,确保加热均匀。硬质复合耐磨板坯料加热后,需经适当冷却,待其温度下降大约50℃后开始锻造。变形量不宜过大,锻造比一般2,注意采用二轻一重的操作要领。 终锻温度控制在900℃为宜。硬质复合耐磨板锻造的初1~3火次,一般是进行镦粗和拔长,拔长宜尽量在V形铁砧或胎模中进行。待锻透后再逐步改变坯料的形状和尺寸。GT3TLMW50、GW50硬质耐磨板该类合金脆性大,在锻造过程中应以多向应力、单向变形的锻造方式较为合适。 锻造中采用二轻一重的原则,锻造比可取2。自由锻时每火径向变形取6%~15%,模锻时每火轴向变形取15%~25%,锻坯越大,相应的变形越小。DT硬质复合耐磨板其显微组织具有硬质颗粒均匀弥散分布,颗粒尺寸细小,而GBTLMW50等硬质复合耐磨板中的硬质颗粒的分布呈明显的聚集状态,均匀度较差。


对于运用埋弧焊的时候出现的不合理的现象,我们又该如何做理,以及如果处理埋弧焊焊接当中所出现的焊接缺陷。第五点:焊接裂纹接时候出现裂纹,这种现象产生的原因有,焊缝没有焊透现象,在焊接当中没有按照一定的顺序,焊接的耐磨板刚度比较大,双金属耐磨板的层数较高。 第六点:焊接熔穿埋弧焊运用当中也可能会出现焊接焊穿的情况,这种情况一般都发生在焊接电流过大,双金属耐磨板比较薄弱,焊接头一直没有拿开,而这种缺陷一般的处理方式,就是要注意焊的位置以及处理好电流电压,调节好这些,这样才能够放置于焊接焊穿的可能。 双金属耐磨板的MIG/MAG焊是以惰性气体保护或以富体保护的弧焊方法。而CO2保护焊却具有强烈的氧化性。这就决定了二者的区别和特点。双金属耐磨板MIG/MAG焊的主要优点如下:1)在氩或富体保护下的焊接电弧。 不但射滴过渡与射流过渡时电弧,而且在小电流MAG焊的短路过渡情况下,电弧对熔滴的排斥作用较小,从而保证了MIG/MAG焊短路过渡的飞溅量60%以上。2)由于MIG/MAG熔滴过渡均匀和,所以耐磨板的焊缝成形均匀、美观。








 扫一扫
扫一扫